At ADTC, we specialize in producing high-quality plastic injection molded parts and mold tools. We offer machining and finishing services to make tools from a variety of materials, combine technology, creativity and years of experience to deliver an unparalleled range of custom plastic forming services. Whatever your product, we have the knowledge and expertise to help you choose the right process and materials to get the best product. As a custom plastics molding company with a wide range of capabilities and capabilities, we can handle any scale of operation for your project - prototype to production - with turnaround time you can't find anywhere else.With advanced material verification and quality processes we can ensure your tools and parts exceed your expectations. If you’re ready to start your next project, upload your product design information for a competitive injection molding quote today.
our product



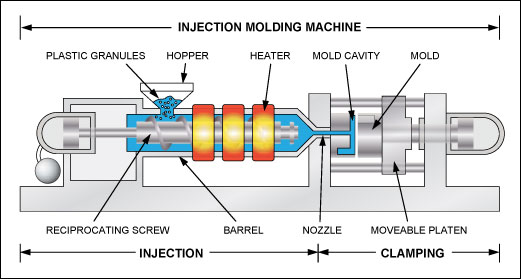
How Plastic Injection Molding Works The plastic injection molding machine works like a syringe for injection. It uses the thrust of a screw (or plunger) to inject a plasticized molten state (ie, a viscous flow) of plastic into a closed cavity. The process of obtaining the product after curing and setting. Injection molding is a cyclic process, and each cycle mainly includes: quantitative feeding - melt plasticization - pressure injection - filling mold cooling - mold extraction. After removing the plastic part, the mold is closed again and the next cycle is performed.
The Plastic Injection Molding Process
Once your plastic injection mold tools are ready, the molding process consists of the following basic steps: Step 1.preparation before molding: The preparations before injection molding mainly include: inspection of the appearance and process performance of raw materials, preheating and drying treatment; cleaning or replacement of the injection machine barrel; and rational selection of release agent for plastic parts difficult to release; insert Preheating, some molds also need to be preheated. Step 2.the injection process: feeding - plasticizing - injection - pressure - cooling - demoulding. The above picture shows the process of injection molding on the plastic mold on the injection molding machine. Step 3. post-processing of plastic parts after injection molding: The post-treatment can eliminate the internal stress of the plastic part, and can improve the performance of the plastic part and improve the dimensional stability. Post-treatment of the plastic part includes annealing and humidity conditioning. The annealing treatment is such that the plastic part is allowed to stand in a heated liquid medium (such as hot water, hot mineral oil, liquid paraffin, etc.) or a hot air circulating oven at a constant temperature for a while, and then slowly cooled. Its purpose is to eliminate the internal stress of the plastic part and stabilize the size. The humidity control treatment is a treatment method in which the newly released plastic parts are placed in hot water to insulate the air, prevent oxidation of the plastic parts, and accelerate the equilibrium of moisture absorption. Its purpose is to stabilize the color and size of the plastic parts and improve the performance.
Plastic injection molding machine operation
1) Locking mold: The mold pulls quickly to the fixed mold (including slow-fast-slow speed), and confirms that there is no foreign matter, the system turns to high pressure, and the model is locked (maintaining the pressure inside the cylinder).
2) The stage is moved forward in place: the stage advances to the specified position (the nozzle is in close contact with the mold).
3) Plastic injection: The screw can be set to multi-stage speed, pressure and stroke to inject the molten material at the front end of the barrel into the cavity.
4) Cooling and holding pressure: According to the set pressure and time period, the pressure of the barrel is maintained, and the cavity is cooled and formed.
5) Cooling and pre-molding: the product in the cavity continues to cool, while the hydraulic motor drives the screw to push the plastic particles forward, the screw retreats under the set back pressure control, when the screw retreats to the predetermined position, the screw stops rotating, the injection The cylinder is loosened according to the setting and is expected to end.
6) Shooting back: After the pre-molding, the shooting stage retreats to the designated position.
7) Open the mold: the mold pulls back to the original position (including slow-fast-slow speed.
8) Eject: The thimble ejects the product.